
Get Support
123-456-789-10
The selection for corner radius of cutting edge about CBN inserts
-
 By: admin
By: admin
- Oct 24, 2023
- 681 Visit
1:All kinds of cutting edges is the most difficult part of the working conditions. The strength of edge is poor, cooling condition is bad, the cutting force and cutting heat are more concentrated, and the cutting speed of edge is the highest place when machining, it is easy to wear off, therefore, the durability of the inserts depends on the wear condition of edge directly.
2:Edge affect the machining surface formation and the height of the residual area directly. That is to say, the edge has direct influence on the roughness of machined surface. Due to the above reasons, when choosing appropriate shape of edge and parameters, considering the tool life and surface quality required based on specific processing conditions. Corner radius is the main parameter of the shape of inserts, which directly affects the surface roughness, the shape of cutting layer, the cutting temperature and tool life.
| The selection for corner radius of edge | Advantage | Disadvantage |
| Big corner radius | Excellent strength of cutting edge, Suitable for rough cutting, Heat dissipation of cutting edge is good,the tool life is long, Could improve surface roughness Ra under the condition of constant cutting parameters. |
Radial force is large when cutting. Request the machine have enough good rigidity. |
| Small corner radius | Suitable for small cutting deep processing or ultra-precision machining, The radial cutting force is small when machining the slender shaft. |
The strength of cutting edge and shock-resistance is weak . Heat dissipation of cutting edge is not good. Request change cutting parameters to improve surface roughness Ra. |
The selection for Cutting edge
The selection for cutting edge of CBN inserts is very important for improving tool life and reducing breaking due to the high hardness, high brittleness and low strength of edge.
| Code | Mode of cutting edge | Graphic | selection |
|---|---|---|---|
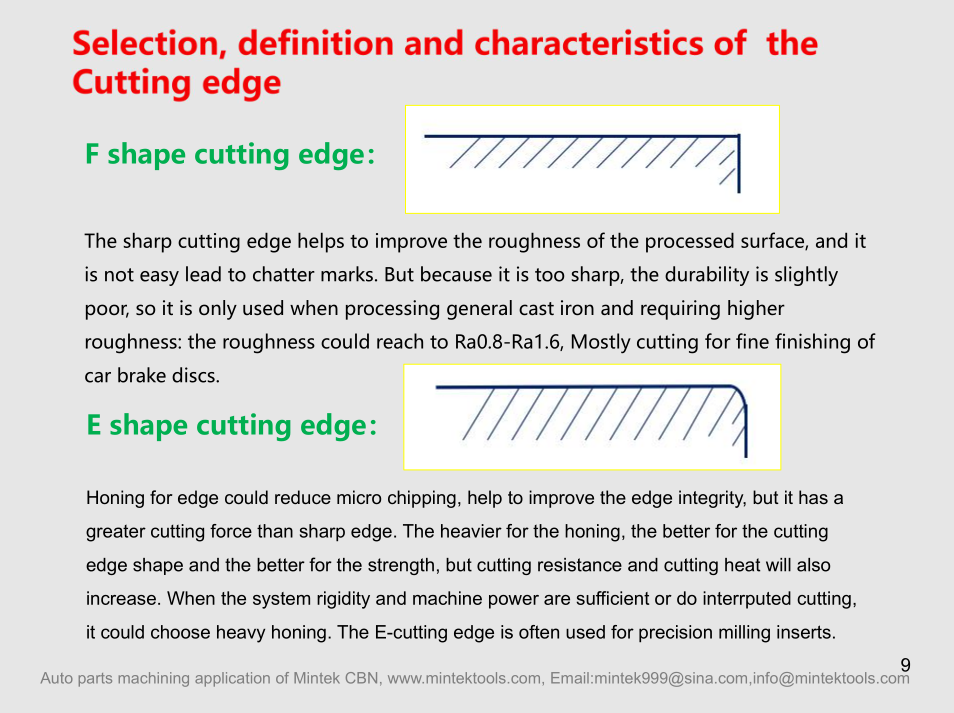
| F | Sharp |  |
Suitable for the machine with good rigidity, the finishing of continuous cutting. |
| E | Honing |  |
Could enhance the edge and improve tool durability, Suitable for the finishing of continuous cutting. |
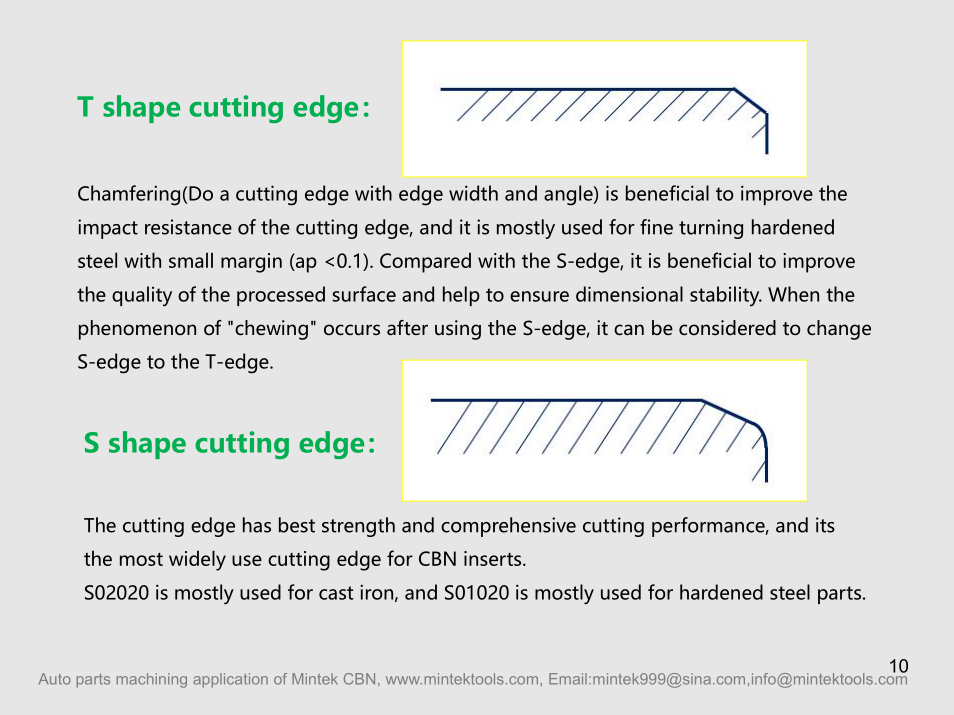
| T | Negative land |  |
The higher strength of cutting edge, according to the different chamferring, suitable for finishing, semi-finishing, rough cutting of continuous machining. |
| S | Negative land+Honing |  |
The higher strength of cutting edge, according to the different chamferring, suitable for finishing, semi-finishing, rough cutting of interrupted machining. |
General condition, Honing half rε<feed rate/3 Negative land br≈(0.3~0.8)× feed rate angle of edge get γb1=-5°~-30°
We want to give you 10% discount for your first order,
Use discount code at checkout
We want to give you 10% discount for your first order,
Use discount code at checkout